


























- QINGQINGQUAN
- SHANDONG CHINA
- 10-15 days
- 00 month500
Applications
Our water treatment systems are widely used in the following industries:
Manufacturing: Providing high-quality process water for production lines.
Power plants: Treating boiler feed water and cooling tower water.
Food and beverage: Meeting strict hygiene and safety standards.
Chemical and pharmaceutical: Providing ultrapure water for sensitive processes.
Mining: Treating wastewater and recovering valuable resources
Why choose our water treatment system?
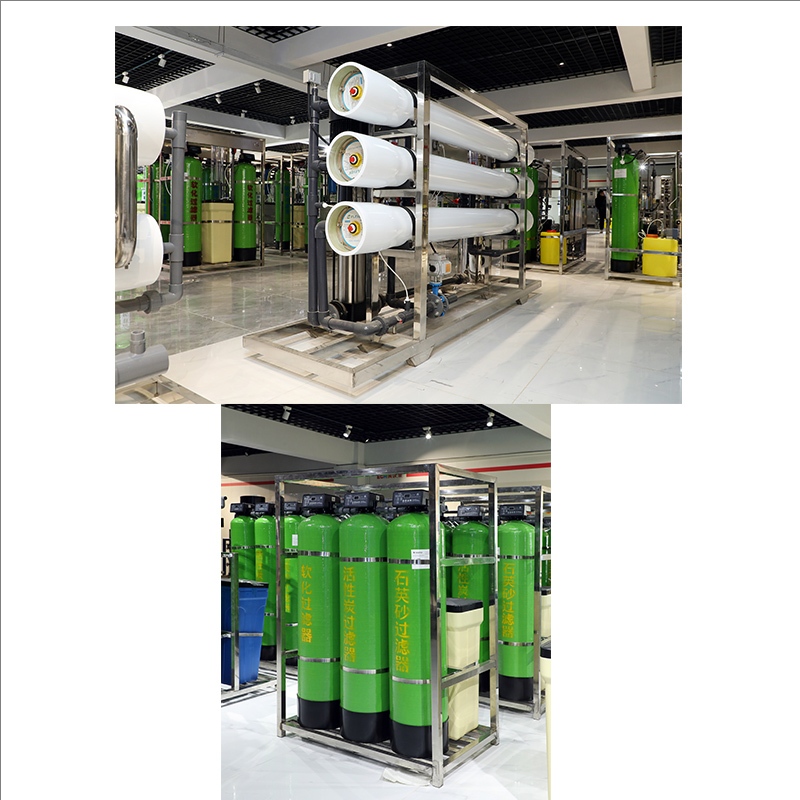
1. Superior filtration technology
Multi-stage filtration system: Precisely removes sediment, particles and suspended solids.
Reverse osmosis (RO) technology: Thoroughly removes dissolved salts, heavy metals and other contaminants, providing ultrapure water.
Activated carbon filtration: Reduces chlorine, organic compounds and odor.
2. High efficiency and low maintenance
High flow design: Able to handle large water flow while maintaining excellent performance.
Long-lasting filter element: Durable filter media reduces replacement frequency and reduces operating costs.
Self-cleaning function: Reduces downtime and maintenance workload.
3. Smart and user-friendly
Real-time monitoring: Real-time monitoring of water quality and system performance through an intuitive interface.
Automated control: Automatically adjusts settings and sends alerts to ensure optimal operation.
Compact design: Saves space while providing maximum performance.

FAQ
Q: Can your system handle high salinity water?
A: Yes, our reverse osmosis system is designed to handle high TDS water.
Q: Do you provide installation and training services?
A: Yes, our global team provides installation, commissioning and operator training.
Q: What is the service life of the system?
A: With proper maintenance, our system can operate efficiently for more than 15 years.










